







新闻中心
【科技成果推介】电磁强化技术
- Categories:最新动态
- Author:
- Origin:
- Time of issue:2019-12-20
- Views:105
(Summary description)
【科技成果推介】电磁强化技术
(Summary description)
- Categories:最新动态
- Author:
- Origin:
- Time of issue:2019-12-20
- Views:105
Information
技术背景
随着航空、航天、核电、海洋装备、汽车制造业的蓬勃发展,特别是国家空天深海战略的实施,对高端装备的机械加工制造提出了更高要求。为了有效提升装备制造表面完整性与加工效率,降低制造成本,高端院刀具&轴承电磁强化技术研究所开展了高性能机械加工刀具的电磁强化技术研究与应用。

本技术成果效果突出、适用面广、与企业结合度好、环境友好,已推动行业技术进步并产生了显著的社会和经济效益。经教育部科技发展中心组织的专家评价一致认为:“项目成果创新性强、技术积累深,整体技术达到国际先进水平,其中衡量电磁强化工艺的方法居于国际领先水平,具有广阔的应用前景”。这么强大的技术,我们先来了解下它的技术特点吧。
电磁强化技术的特点
1.常温条件下处理,不改变尺寸形貌;
2.适用于最终刀具产品优化,显著提高刀具寿命和稳定性,改善被加工表面完整性;
3.技术适用范围广,适用于涂层硬质合金、金属陶瓷、立方氮化硼(CBN)、金刚石(PCD)等高性能刀具;

电磁强化专用设备
科技研发
通常而言,材料的微观缺陷主要有位错、层错、孪晶等。特定电磁场对晶体类材料的微观缺陷有显著的“脱扎”作用,减少裂纹的萌生与扩展,进而提高材料的耐磨性能。
■ 微观缺陷的变化
采用TC4钛合金进行材料位错分布的影响研究。研究结果表明,TC4钛合金经电磁处理后,位错密度分布发生显著变化,高位错密度区消失,总体位错分布呈现均匀化的趋势。
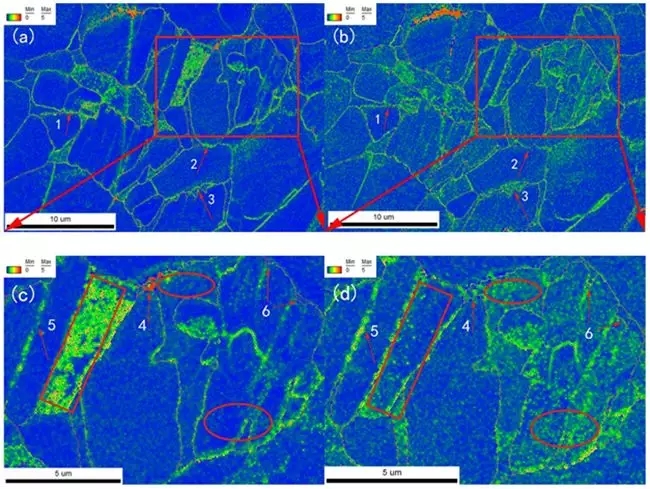
电磁处理前后的微区KAM云图
(a)电磁处理前;(b)电磁处理后;(c)(d)分别为(a)(b)中方框区域的放大
■ “脱扎”机理研究
采用掺杂单晶硅进行机理研究,提出了特定电磁场促进缺陷处的处于单线激发态的电子对窜越至三线态,进而晶体类材料的微观缺陷有显著的“脱扎”作用的观点。
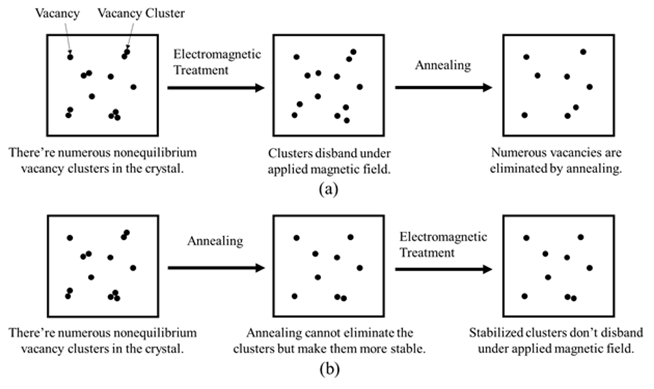
电磁处理和热处理对单晶硅空位团状态的影响
(a)先电磁处理后热处理;(b)先热处理后电磁处理
产业应用与技术优势
伴随着高速切削与大进给切削技术的发展,现代切削加工工业已进入了以高速、高精度和高效率为核心目标的现代高速加工发展新阶段。
刀具电磁处理技术是利用电磁场对高速钢、涂层硬质合金、立方氮化硼(CBN)、金刚石(PCD)等刀具进行电磁处理,改变材料力学性能和刀具切削机理,从而改善刀具切削性能,增加刀具耐磨性并延长刀具使用寿命,保证加工质量,提高生产效率。
电磁强化技术成功应用于航空制造、能源装备、工程机械、汽车制造等行业的18家重点企业,已累计处理的61个刀具品牌,年处理刀具价值达1400万以上,可使刀具寿命提升在30%~200%之间,为企业带来了数百万元的降本效益。
航空制造业
在航空制造领域,与航空工业成都飞机工业(集团)有限责任公司、中国航发哈尔滨东安发动机有限公司、鹰普航空零部件(无锡)有限公司等企业合作,开展了航空结构件(钛合金、高温合金)的加工应用。
在成飞数控中心进行瓦尔特、山高、金鹭等刀具的电磁强化应用。以瓦尔特方肩铣刀为例,其加工产品为某型号钛合金结构件。刀具型号为ADMT120430R-F56 WSM35,加工参数分别为:转速(S)1294r/min,进给量(F)168mm/min,切深(ap)3mm,切宽(ae)3mm,加
工方式为直线铣。
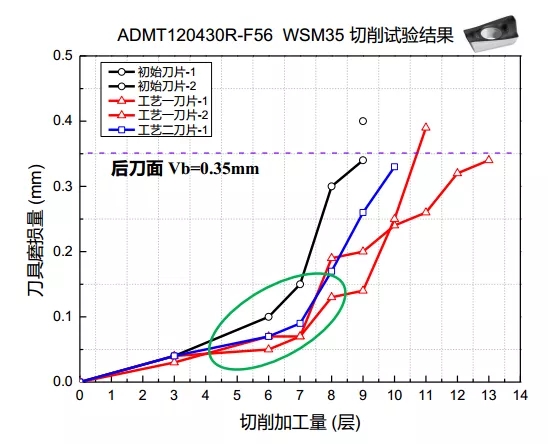
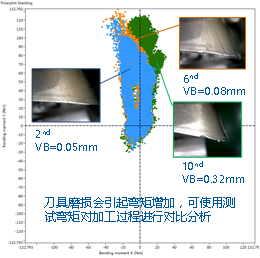
从刀具磨损曲线看,刀具处于稳定磨损周期更长,刀具耐磨性能得到改善,使用寿命提高30%以上,且刀具稳定性提高,有效提高了航空制造生产效率。
工程机械类
在工程机械装备方面,与卡特彼勒(苏州)有限公司、江苏恒立液压股份有限公司、东洋机电(江阴)有限公司、徐州世通重工机械制造有限责任公司等企业合作,开展了钢件、不锈钢件等材料的加工刀具技术应用。目前已批量处理车刀、切槽刀、铣刀、丝锥、可转换钻等多型号刀具,月均处理量在10000片/支以上。

工程机械零部件加工
在小鲷(常州)机械有限公司加工中心进行应用,其加工产品为某型号减速机壳(铸件),使用刀具为进口刀具伊斯卡IC908系列可转换钻头。在保证生产工况稳定的前提下,开展初始钻头及电磁处理钻头的使用寿命及磨损性能的测试与应用。
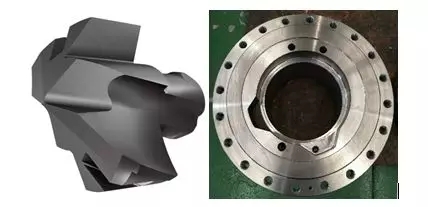
可转换钻头及减速机壳形貌图
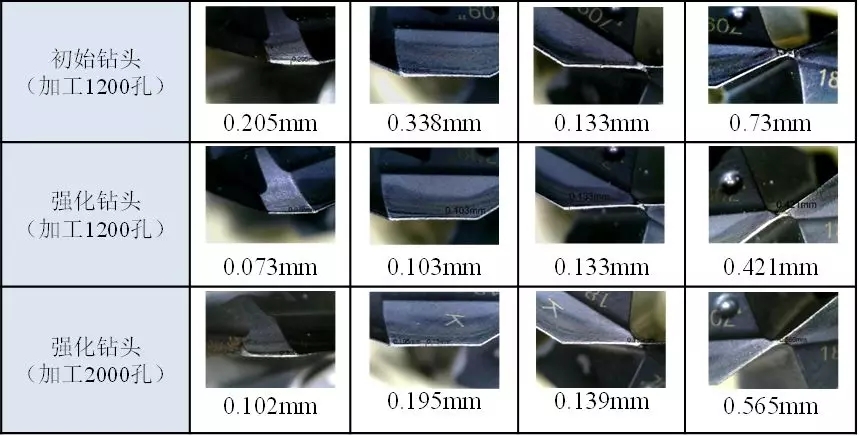
初始钻头及电磁处理钻头的磨损形貌及磨损量分析图
在此基础上,开展了多型号可转换钻头技术处理应用。统计结果表明,对于不同规格钻头,电磁强化处理后,刀具使用寿命均有提高,提高幅度约30%,技术适应性较好,每年为企业节省十几万元的刀具成本。
汽车制造类
在汽车制造方面,与天津银宝山新科技有限公司、格特拉克(江西)传动系统有限公司、无锡鹰贝精密轴承有限公司等企业合作,开展了涂层硬质合金、陶瓷刀片、立方氮化硼(CBN)、金刚石(PCD)等刀具的批量应用。经电磁处理后,刀具的切削机理发生变化,降低了加工过程中的摩擦系数和刀具磨损,零件被加工表面质量更高。
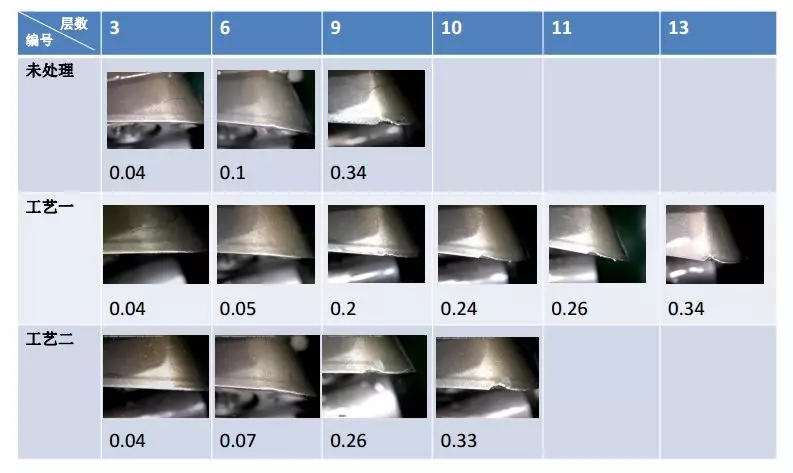
在格特拉克(江西)传动系统有限公司的渗碳齿轮生产线的立方氮化硼(CBN)刀片进行批量应用,跟踪生产线中齿轮内孔粗糙度,以此表征零件表面质量。经处理CBN刀片,其零件内孔粗糙度较小,且曲线更为平缓,其零件表面质量更稳定。该技术应用项目获得了2019年江铃集团科技进步二等奖,获得了客户的认可。


立方氮化硼刀片及渗碳齿轮零件(内孔加工)
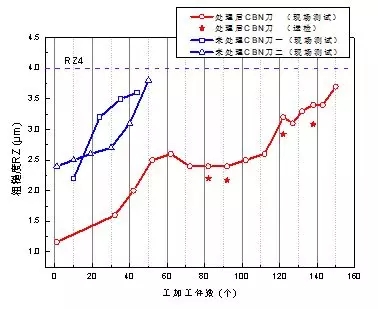
零件内孔粗糙度历史曲线图
刀具生产企业及代理商合作
在已有终端客户的基础上,我们开展了与厦门金鹭特种合金有限公司、锑玛(苏州)精密工具股份有限公司等刀具生产企业以及代理商的合作推广,目前已在钛合金高效切削、高温合金加工、不锈钢加工等领域的应用。期待您的咨询与合作。
技术对接、业务洽谈
联系人:吴瑶
联系电话:15600646665(同微信)
邮箱:wuyao@tsinghua-tj.org
来源|刀具&轴承电磁强化技术研究所
编辑|王肖
以上相关技术最终解释权归刀具&轴承电磁强化技术研究所所有
Scan the QR code to read on your phone
Previous:
我院参与的清华大学研究生教育改革项目作为学校典型成果获得表扬
Previous:
我院参与的清华大学研究生教育改革项目作为学校典型成果获得表扬
微信公众号
发布时间:2021-07-29 15:04:24

版权所有
发布时间:2021-07-29 15:03:09
Copyright © 2016. TIANJIN RESEARCH INSTITUTE FOR ADVANCED EQUIPMENT All rights reserved.
津公网安备 12011002022002号 津ICP备17005411号-1 网站建设:中企动力 天津 
首页友情链接
发布时间:2021-07-29 15:03:56

友情链接
发布时间:2019-06-18 00:00:00